Một vết xước mảnh như sợi tóc trên bề mặt inox có thể không đáng kể với người ngoài ngành. Nhưng với kỹ sư QA, đó có thể là lý do lô hàng bị giữ lại. Với nhân viên kỹ thuật, đó là dấu hiệu quy trình chà nhám chưa ổn định. Còn với bộ phận thu mua, đó có thể là áp lực phải tìm lại đúng loại vật tư trước khi tiến độ giao hàng bị trễ.
Trong thực tế sản xuất, nhiều doanh nghiệp không thất bại vì thiếu máy móc hay thiếu nhân lực, mà vì chọn sai độ mịn của giấy nhám ở một công đoạn tưởng chừng rất nhỏ. Nhám quá thô khiến bề mặt đầy vết xước. Nhám quá mịn lại tốn thời gian, nhanh hao vật tư mà vẫn không xử lý hết lỗi nền. Kết quả là sản phẩm phải làm lại, dây chuyền chậm nhịp và chi phí hoàn thiện tăng lên từng ngày.
Vậy độ mịn giấy nhám ảnh hưởng gì đến bề mặt kim loại?
Làm sao chọn đúng cấp nhám để vừa đạt độ mịn, độ bóng, vừa tối ưu năng suất?
Bài viết dưới đây sẽ giúp bạn nhìn rõ vấn đề từ góc độ kỹ thuật, vận hành và chi phí sản xuất.

1. Độ mịn của giấy nhám là gì?
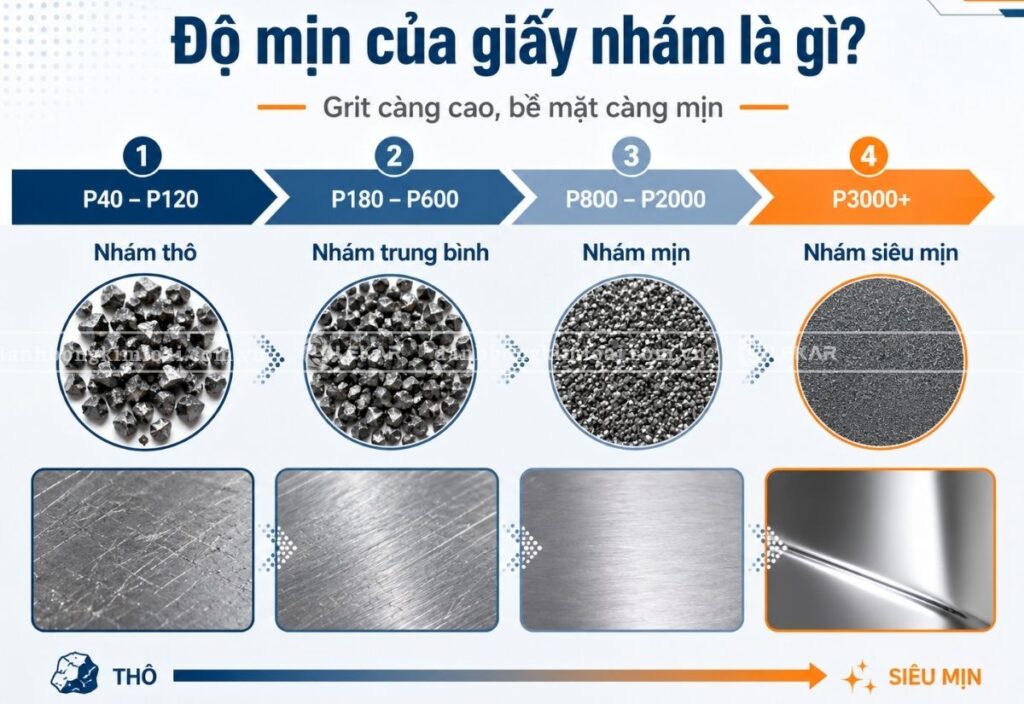
Độ mịn của giấy nhám thường được hiểu thông qua chỉ số grit, thể hiện kích thước và mật độ hạt nhám trên bề mặt giấy. Chỉ số grit càng cao thì hạt nhám càng nhỏ, khả năng tạo bề mặt mịn càng tốt. Ngược lại, grit càng thấp thì hạt nhám càng thô, lực cắt mạnh hơn, phù hợp cho mài phá, phá bavia, xử lý mối hàn hoặc loại bỏ lớp gỉ sét.
Theo cách phân loại phổ biến:
- Giấy nhám thô có thể nằm ở khoảng P40–P120;
- Nhóm trung bình gồm P150–P800; nhóm mịn thường từ P1000–P2500;
- Nhóm siêu mịn có thể từ P3000 trở lên.
- Ngoài ra còn có các cấp như P600, P1000, P2000 đến P10000 tùy yêu cầu bề mặt.
Điều quan trọng là không có một cấp độ mịn giấy nhám nào phù hợp cho mọi vật liệu. Một chi tiết inox cần bóng gương sẽ cần lộ trình nhám khác với chi tiết thép cần sơn phủ. Một sản phẩm nhôm mỏng cũng không thể xử lý giống chi tiết đúc còn nhiều bavia.
2. Độ mịn giấy nhám ảnh hưởng thế nào đến bề mặt kim loại?
Trong thực tế sản xuất, bề mặt kim loại không “đẹp lên” chỉ nhờ chà nhám nhiều lần. Điều quan trọng là phải chọn đúng độ mịn của giấy nhám cho từng công đoạn. Một cấp nhám phù hợp có thể giúp rút ngắn thời gian xử lý, giảm vết xước và tạo nền ổn định cho bước đánh bóng, sơn phủ hoặc mạ sau đó. Ngược lại, chỉ cần chọn sai cấp nhám, doanh nghiệp có thể gặp hàng loạt vấn đề: bề mặt không đều, sọc xước kéo dài, lớp phủ kém bám hoặc sản phẩm phải xử lý lại.
Với kỹ sư và nhân viên kỹ thuật, độ mịn giấy nhám là yếu tố ảnh hưởng trực tiếp đến khả năng kiểm soát Ra/Rz, độ bóng và độ đồng đều giữa các lô hàng. Với bộ phận thu mua, đây lại là bài toán cân bằng giữa chi phí vật tư và hiệu quả sử dụng thực tế. Vì vậy, trước khi chọn giấy nhám, cần hiểu rõ từng cấp độ mịn đang tác động đến bề mặt theo những cách nào.
Ảnh hưởng đến độ nhẵn
Khi sử dụng nhám thô, bề mặt được bóc tách nhanh nhưng sẽ để lại vết xước sâu hơn. Đây là điều cần thiết ở giai đoạn đầu nếu sản phẩm còn gồ ghề, có bavia hoặc vết hàn lớn. Tuy nhiên, nếu dừng lại ở cấp nhám thô, bề mặt sẽ khó đạt độ mịn, khó sơn phủ đẹp và dễ lộ vết sau đánh bóng.
Ngược lại, giấy nhám mịn giúp làm mờ vết xước của cấp nhám trước, tạo bề mặt đều và mượt hơn. Vì vậy, độ mịn của giấy nhám quyết định trực tiếp đến cảm giác bề mặt khi chạm tay, độ đồng đều khi quan sát và khả năng đạt chuẩn hoàn thiện.
Ảnh hưởng đến độ bóng
Muốn bề mặt kim loại sáng đẹp, không thể chỉ dùng một cấp nhám duy nhất. Thông thường, quy trình sẽ đi từ nhám thô đến nhám trung bình, sau đó chuyển sang nhám mịn hoặc siêu mịn trước khi đánh bóng bằng bánh nỉ, lơ sáp hoặc công nghệ phù hợp.
Nếu chọn giấy nhám mịn quá sớm, vết xước sâu từ công đoạn trước chưa được xử lý hết, khiến bề mặt nhìn có vẻ sáng nhưng vẫn còn sọc ngầm. Nếu chọn nhám quá thô ở công đoạn cuối, sản phẩm sẽ thiếu độ bóng, mất tính thẩm mỹ và có thể không đạt yêu cầu kiểm tra ngoại quan.
Ảnh hưởng đến độ bám sơn, mạ và lớp phủ
Không phải lúc nào bề mặt càng bóng càng tốt. Với các chi tiết cần sơn tĩnh điện, mạ hoặc phủ bảo vệ, bề mặt cần đạt độ nhám phù hợp để lớp phủ bám chắc. Nếu độ mịn giấy nhám quá cao, bề mặt có thể quá trơn, làm giảm khả năng bám dính. Nếu nhám quá thô, lớp phủ dễ lộ vết, không đều màu hoặc phải tốn thêm vật liệu sơn để che khuyết điểm.
Đây là lý do kỹ sư sản xuất thường quan tâm đến Ra/Rz, còn bộ phận QA quan tâm đến sự ổn định giữa các ca. Chọn đúng độ mịn của giấy nhám giúp giảm rủi ro sai lệch chất lượng, nhất là với các đơn hàng yêu cầu lặp lại liên tục.
3. Chọn sai độ mịn giấy nhám gây ra những vấn đề gì?
Với doanh nghiệp sản xuất, lỗi bề mặt không chỉ là lỗi thẩm mỹ. Nó kéo theo thời gian xử lý lại, hao vật tư, chậm tiến độ giao hàng và áp lực giữa các bộ phận.
Kỹ sư thường lo quy trình không ổn định: cùng một loại sản phẩm nhưng ca sáng đạt, ca chiều lại xuất hiện xước. Nhân viên kỹ thuật lo nhám nhanh mòn, sinh nhiệt, cháy bề mặt hoặc không ăn vật liệu. Bộ phận thu mua lại chịu áp lực về giá, tồn kho và nguồn cung, nhưng nếu chọn vật tư chỉ vì rẻ, chi phí ẩn có thể cao hơn nhiều so với phần tiết kiệm ban đầu.
Đây chính là insight phổ biến trong nhóm khách hàng cơ khí, inox, linh kiện ô tô, điện tử, y tế và gia công kim loại: khách hàng không chỉ muốn mua giấy nhám, họ muốn “một lần làm là ổn”, muốn giảm thử sai, giảm phế phẩm và có người hỗ trợ khi quy trình gặp vấn đề.
Xem thêm bài viết: Các loại giấy nhám mịn được sử dụng trong nhà xưởng
4. Cách chọn độ mịn của giấy nhám theo từng công đoạn
Chọn độ mịn của giấy nhám không nên dựa vào cảm tính hoặc thói quen vận hành cũ. Trong sản xuất cơ khí, mỗi công đoạn xử lý bề mặt đều có một nhiệm vụ riêng: công đoạn đầu cần bóc tách nhanh, công đoạn giữa cần làm đều vết xước, công đoạn cuối cần tạo nền mịn để đánh bóng, sơn phủ hoặc mạ. Nếu dùng sai cấp nhám ở bất kỳ bước nào, toàn bộ quy trình phía sau sẽ phải “gánh lỗi”, khiến thời gian hoàn thiện kéo dài và chi phí vật tư tăng lên.
Với các chi tiết kim loại yêu cầu độ đồng đều cao, doanh nghiệp nên xây dựng lộ trình nhám theo nguyên tắc đi từ thô đến mịn, không nhảy cấp quá xa và luôn kiểm tra bề mặt sau từng bước. Cách làm này giúp kỹ sư dễ kiểm soát chất lượng, nhân viên kỹ thuật vận hành ổn định hơn, còn bộ phận thu mua có cơ sở lựa chọn vật tư đúng nhu cầu thay vì chỉ so sánh giá trên từng cuộn nhám.
Mài phá và xử lý bavia
Ở công đoạn đầu, nên chọn nhám thô hoặc trung bình thấp để loại bỏ nhanh ba via, mối hàn, gỉ sét hoặc lớp oxy hóa. Các cấp như P40, P60, P80, P120 thường được dùng khi cần lực cắt mạnh. Với kim loại cứng như inox, thép hợp kim hoặc thép đúc, cần quan tâm thêm đến loại hạt nhám, độ bền nền vải và khả năng chịu nhiệt.
Làm mịn trung gian
Sau mài phá, bề mặt thường còn vết xước sâu. Lúc này cần chuyển dần sang các cấp nhám trung bình như P180, P240, P320, P400 hoặc P600. Mục tiêu là làm mờ vết xước cũ, tạo nền đồng đều trước công đoạn hoàn thiện. Không nên nhảy cấp quá xa, ví dụ từ P80 lên ngay P1000, vì giấy nhám mịn sẽ mất nhiều thời gian mà vẫn khó xóa hết vết xước sâu.
Hoàn thiện bề mặt
Với các sản phẩm cần bề mặt sáng, mịn, chuẩn bị đánh bóng hoặc sơn phủ chất lượng cao, có thể dùng các cấp P800, P1000, P1500, P2000 hoặc cao hơn. Bài viết tham khảo của LEKAR khuyến nghị nên đi theo nhiều cấp độ, chẳng hạn P600 → P1000 → P2000 → P5000 → P10000 đối với các yêu cầu hoàn thiện cao.
5. Nên dùng giấy nhám mịn khi nào?
Giấy nhám mịn phù hợp khi bề mặt đã qua xử lý thô và cần nâng cấp độ hoàn thiện. Trong gia công kim loại, giấy nhám mịn thường được dùng để xóa vết xước nhỏ sau mài, chuẩn bị trước khi sơn tĩnh điện, xi mạ hoặc đánh bóng inox, nhôm. Bài viết tham khảo của LEKAR cũng nêu các ứng dụng như đánh bóng inox, nhôm, chuẩn bị bề mặt trước sơn/mạ và xử lý các vết xước nhẹ.
Tuy nhiên, không nên dùng nhám mịn để xử lý ngay từ đầu nếu bề mặt còn nhiều lỗi lớn. Việc này làm chậm tiến độ, tăng tiêu hao vật tư và khiến người vận hành dễ tăng lực ép, gây sinh nhiệt hoặc biến dạng bề mặt.
Khám phá video: Nhám giáp, nhám cuộn, nhám vòng, bánh nhám xếp, đĩa nhám xếp, nhám chuôi | Đánh bóng kim loại LEKA
6. LEKAR đồng hành cùng khách hàng trong việc chọn giấy nhám phù hợp
LEKAR GROUP không chỉ cung cấp vật tư đánh bóng kim loại, mà tập trung vào giải pháp xử lý bề mặt đồng bộ, từ máy, vật tư, hóa chất đến tư vấn quy trình. Nhóm khách hàng của LEKAR trải rộng trong các ngành ô tô, cơ khí chế tạo, điện tử, xây dựng, hàng không, y tế, thực phẩm, dược phẩm và gia công kim loại, nơi chất lượng bề mặt ảnh hưởng trực tiếp đến độ bền, thẩm mỹ, vệ sinh và hiệu suất sản phẩm.
Với từng bài toán cụ thể, LEKAR có thể hỗ trợ khách hàng lựa chọn độ mịn của giấy nhám, loại hạt nhám, quy cách nhám vòng/nhám đai, tốc độ máy, lực tỳ và trình tự xử lý phù hợp. Cách tiếp cận này giúp kỹ sư giảm thời gian thử sai, giúp thu mua có cơ sở lựa chọn vật tư theo hiệu quả tổng thể, đồng thời giúp nhân viên kỹ thuật vận hành ổn định hơn.

7. Dịch vụ hậu mãi LEKAR dành cho khách hàng
Để khách hàng yên tâm trước và sau khi đầu tư, LEKAR triển khai các dịch vụ hậu mãi thiết thực:
- Test mẫu miễn phí 100%, giúp khách hàng kiểm chứng thực tế bề mặt trước khi đưa vào sản xuất.
- Miễn phí lắp đặt và bàn giao quy trình vận hành.
- Bảo hành chính hãng theo tiêu chuẩn nhà sản xuất, cam kết sửa chữa nhanh chóng.
- Bảo dưỡng định kỳ 3 tháng/lần trong thời gian bảo hành.
- Hỗ trợ kỹ thuật 24/7, đồng hành cùng khách hàng trong mọi tình huống.
Đây là điểm quan trọng với khách hàng B2B, bởi sau khi mua vật tư hoặc máy móc, điều doanh nghiệp cần nhất là quy trình chạy ổn định, có người hỗ trợ khi phát sinh lỗi và có giải pháp cải tiến khi yêu cầu bề mặt thay đổi.
Độ mịn của giấy nhám ảnh hưởng trực tiếp đến độ nhẵn, độ bóng, vết xước, khả năng bám sơn/mạ và chi phí hoàn thiện bề mặt. Chọn đúng độ mịn giấy nhám không chỉ giúp sản phẩm đẹp hơn, mà còn giúp doanh nghiệp giảm phế phẩm, rút ngắn thời gian xử lý và ổn định chất lượng giữa các ca sản xuất.
Với những chi tiết yêu cầu cao, đừng chỉ hỏi “giấy nhám này giá bao nhiêu”, hãy hỏi “cấp nhám này có phù hợp với vật liệu, máy, tốc độ và tiêu chuẩn bề mặt của tôi không”. Đó là cách nhìn giúp doanh nghiệp tiết kiệm bền vững hơn.
8. Liên hệ LEKAR GROUP
Liên hệ LEKAR để hoàn thiện bề mặt sản phẩm hoàn hảo hơn, đẹp hơn, thẩm mỹ hơn. Đội ngũ kỹ thuật LEKAR sẵn sàng tư vấn lựa chọn giấy nhám, nhám vòng, máy đánh bóng kim loại và giải pháp xử lý bề mặt phù hợp với thực tế sản xuất của Quý khách.
LEKAR | BỀ MẶT HOÀN HẢO – KIẾN TẠO THÀNH CÔNG
CÔNG TY CỔ PHẦN CÔNG NGHỆ ĐÁNH BÓNG KIM LOẠI LEKA – LEKAR GROUP
- Trụ sở chính: Căn số 11, Đường Louis VII, KĐT Louis City, Phường Đại Mỗ, Hà Nội.
- Chi nhánh MB – Cụm CN Lai Xá, Xã Hoài Đức, Hà Nội: 02437 646469.
- Chi nhánh MN – KCN Nam Tân Uyên, Phường Tân Hiệp, TP Hồ Chí Minh: 02873 033386.
- Zalo: CSKH LEKAR Group
- Website: danhbongkimloai.com.vn





