Vì sao nhiều doanh nghiệp đã đầu tư máy phun bi công suất lớn nhưng bề mặt sản phẩm vẫn xuất hiện xước ngầm, độ bóng không đồng đều và liên tục phải xử lý lại trước khi giao khách hàng?
Thực tế, vấn đề không phải lúc nào cũng nằm ở thiết bị. Chỉ cần lựa chọn sai vật tư phun bi, doanh nghiệp có thể đánh đổi bằng năng suất, tỷ lệ lỗi và chi phí sản xuất tăng lên từng ngày. Bài viết “So sánh bi inox và bi thép trong đánh bóng: độ bóng, tốc độ, nguy cơ xước” giúp hiểu rõ sự khác biệt giữa bi inox và bi thép là bước quan trọng để kiểm soát độ bóng, tốc độ xử lý và hạn chế rủi ro xước bề mặt ngay từ đầu.

1. Vì sao lựa chọn vật tư phun bi ảnh hưởng trực tiếp đến chất lượng bề mặt?
Nhiều doanh nghiệp thường tập trung vào công suất máy hoặc số lượng turbine mà quên mất yếu tố trực tiếp tiếp xúc với sản phẩm chính là vật tư phun. Trên thực tế, cùng một hệ thống máy nhưng chỉ cần thay đổi loại hạt phun, kết quả xử lý bề mặt có thể khác biệt đáng kể.
Vật tư là yếu tố quyết định cách năng lượng tác động lên bề mặt
Trong công nghệ phun bi, máy chỉ đóng vai trò tạo ra động năng. Vật tư mới là yếu tố quyết định năng lượng đó được truyền đến bề mặt theo cách nào.
Khi hạt phun va đập vào kim loại, chúng sẽ tạo ra các tác động cơ học như:
- Làm sạch bề mặt
- Tạo nhám
- Gia cường cơ tính
- Điều chỉnh hiệu ứng phản xạ ánh sáng
Mỗi loại vật tư sẽ tạo ra cơ chế tác động khác nhau. Điều này ảnh hưởng trực tiếp đến độ bóng, độ nhám và chất lượng hoàn thiện cuối cùng của sản phẩm.
Vì sao chọn sai vật tư dễ phát sinh lỗi hàng loạt?
Sai vật tư không phải lúc nào cũng gây lỗi ngay lập tức. Nhiều trường hợp sản phẩm vẫn đạt yêu cầu khi kiểm tra trong xưởng nhưng bắt đầu xuất hiện vấn đề sau khi lắp đặt hoặc dưới ánh sáng mạnh.
Các lỗi thường gặp gồm:
- Loang phản xạ ánh sáng
- Xước ngầm
- Độ bóng không đồng đều
- Không đạt độ sạch bề mặt
- Tăng tỷ lệ sửa lỗi và tái chế
Đây cũng là lý do việc so sánh bi inox và bi thép trong đánh bóng cần được thực hiện dựa trên yêu cầu thực tế thay vì chỉ nhìn vào giá vật tư.
2. So sánh bi inox và bi thép trong đánh bóng về cấu trúc và cơ chế tác động
Dù cùng hoạt động dựa trên nguyên lý va đập cơ học, bi inox và bi thép lại tạo ra hiệu ứng xử lý bề mặt hoàn toàn khác nhau. Sự khác biệt này bắt nguồn từ chính vật liệu cấu thành và đặc tính vận hành của từng loại hạt.
Đặc điểm của bi thép
Bi thép là loại vật tư phổ biến trong nhiều hệ thống phun bi công nghiệp.
Đặc trưng của bi thép là:
- Hình dạng cầu đồng đều
- Độ cứng cao
- Khả năng chịu va đập tốt
- Tuổi thọ sử dụng cao
Nhờ lực va đập mạnh, bi thép giúp quá trình làm sạch diễn ra nhanh chóng và hiệu quả. Đây là vật tư được sử dụng phổ biến trong xử lý kết cấu thép, chi tiết cơ khí hoặc các ứng dụng cần tốc độ làm sạch cao.
Xem thêm bài viết: Phân loại bi thép trong đánh bóng kim loại
Đặc điểm của bi inox
Bi inox được sản xuất từ thép không gỉ với hàm lượng Crom và Niken cao. Nhiều chủng loại 201, 304, 410, 430… kích thước từ 0.1mm – 2.4mm.
So với bi thép, bi inox sở hữu nhiều đặc tính phù hợp cho các ứng dụng yêu cầu chất lượng bề mặt cao:
- Tuổi thọ sử dụng cao gấp 2 lần so với bi thép
- Khả năng tái sử dụng giúp tiết kiệm chi phí
- Độ sạch bề mặt tốt
- Giúp duy trì tính thẩm mỹ của bề mặt ki loại
- Hạn chế nguy cơ oxy hóa sau xử lý
Bi inox thường được ứng dụng trong các ngành yêu cầu tiêu chuẩn hoàn thiện cao như inox trang trí, thiết bị thực phẩm, thiết bị y tế hoặc linh kiện cao cấp.
Xem thêm bài viết: Bi inox đánh bóng kim loại: Chọn đúng để giảm lỗi bề mặt và tối ưu chi phí sản xuất
3. So sánh bi inox và bi thép trong đánh bóng về độ bóng bề mặt
Độ bóng là tiêu chí quan trọng đối với nhiều doanh nghiệp sản xuất inox. Tuy nhiên, không phải loại vật tư nào cũng tạo ra hiệu ứng phản xạ ánh sáng giống nhau.
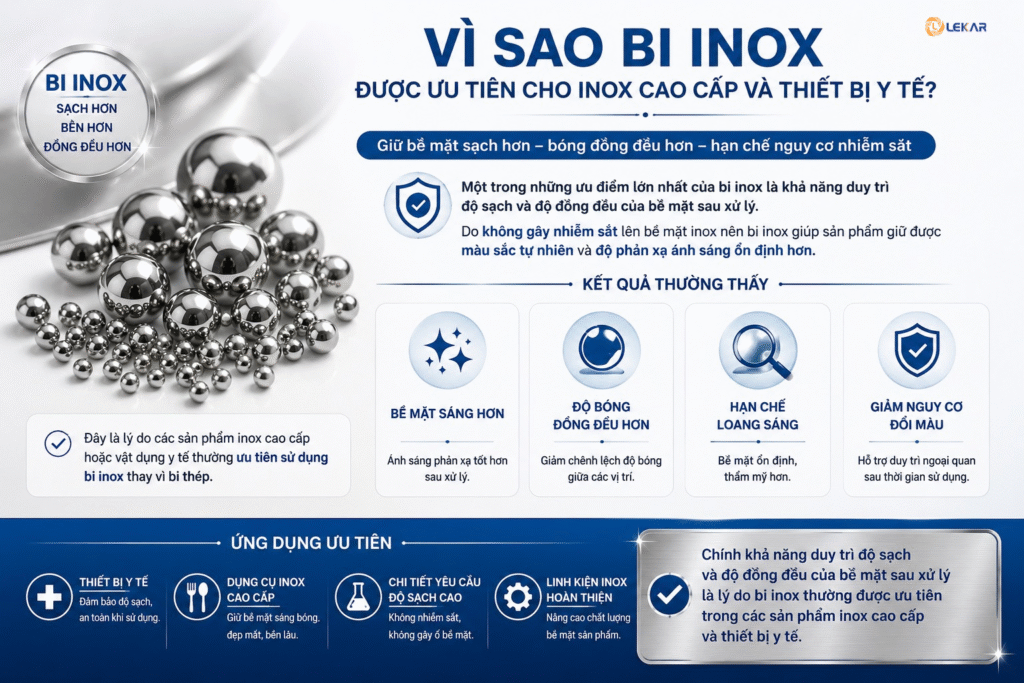
Vì sao bi inox cho độ bóng cao hơn?
Một trong những ưu điểm lớn nhất của bi inox là khả năng duy trì độ sạch và độ đồng đều của bề mặt sau xử lý.
Do không gây nhiễm sắt lên bề mặt inox nên bi inox giúp sản phẩm giữ được màu sắc tự nhiên và độ phản xạ ánh sáng ổn định hơn.
Kết quả thường thấy là:
- Bề mặt sáng hơn
- Độ bóng đồng đều hơn
- Hạn chế loang sáng
- Giảm nguy cơ đổi màu sau thời gian sử dụng
Đây là lý do các sản phẩm inox cao cấp hoặc vật dụng y tế thường ưu tiên sử dụng bi inox thay vì bi thép.
Khi nào bi thép vẫn đáp ứng tốt yêu cầu độ bóng?
Không phải ứng dụng nào cũng cần độ bóng cao.
Đối với các sản phẩm như:
- Kết cấu thép
- Chi tiết cơ khí
- Sản phẩm chuẩn bị sơn phủ
Yêu cầu chính thường là làm sạch hoặc tạo nhám. Trong trường hợp này, bi thép hoàn toàn có thể đáp ứng tốt mà không cần đầu tư vật tư có chi phí cao hơn.
Những lỗi bề mặt thường gặp khi chọn sai vật tư
Nhiều doanh nghiệp chỉ phát hiện sai sót khi sản phẩm đã hoàn thiện.
Một số lỗi phổ biến gồm:
- Bề mặt bị loang ánh sáng
- Độ bóng không đồng đều
- Xuất hiện vùng phản xạ khác biệt
- Mất tính thẩm mỹ tổng thể.
4. So sánh bi inox và bi thép trong đánh bóng về tốc độ xử lý
Tốc độ luôn là yếu tố được chủ doanh nghiệp quan tâm vì ảnh hưởng trực tiếp đến sản lượng và chi phí sản xuất. Tuy nhiên, nhanh hơn chưa chắc đã mang lại hiệu quả tổng thể tốt hơn.
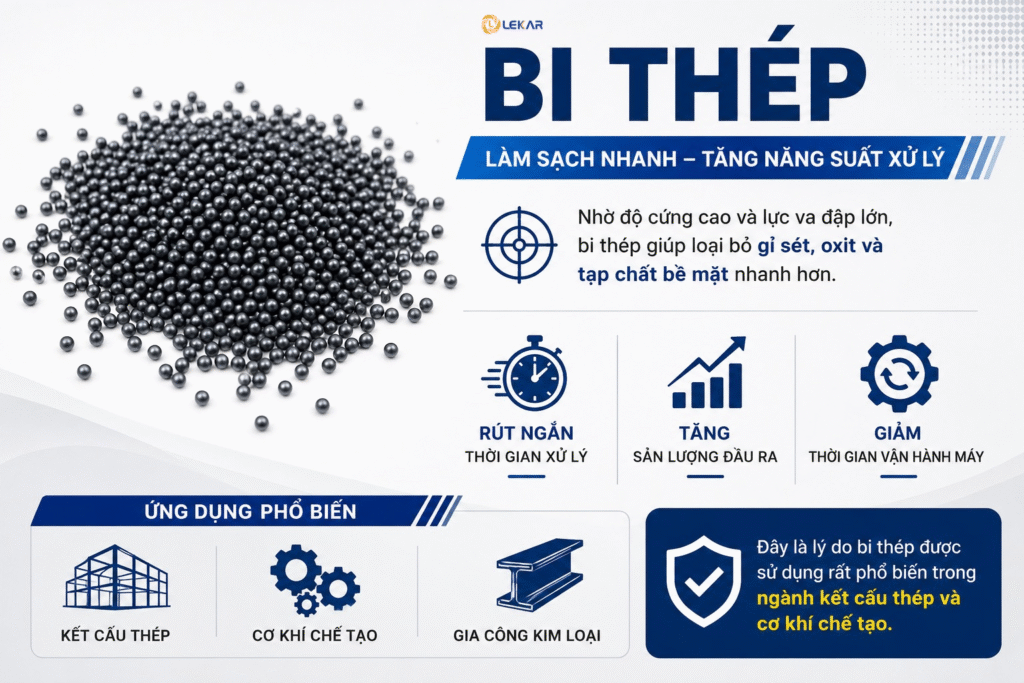
Bi thép có lợi thế gì về năng suất?
Nhờ độ cứng cao và lực va đập lớn, bi thép có khả năng loại bỏ gỉ sét, oxit và tạp chất bề mặt nhanh hơn.
Điều này giúp:
- Rút ngắn thời gian xử lý
- Tăng sản lượng đầu ra
- Giảm thời gian vận hành máy
Đây là lý do bi thép được sử dụng rất phổ biến trong ngành kết cấu thép và cơ khí chế tạo.
Vì sao tốc độ thực tế không chỉ phụ thuộc vào thời gian phun?
Nhiều doanh nghiệp chỉ đánh giá hiệu quả dựa trên tốc độ xử lý trực tiếp.
Tuy nhiên, thời gian sản xuất thực tế còn bao gồm:
- Kiểm tra chất lượng
- Chỉnh sửa bề mặt
- Xử lý lỗi phát sinh
- Đánh bóng bổ sung
Nếu vật tư gây ra quá nhiều lỗi bề mặt, lợi thế về tốc độ ban đầu có thể nhanh chóng bị triệt tiêu.
Góc nhìn tổng chi phí sản xuất
Đây là điểm mà cả chủ doanh nghiệp và bộ phận thu mua cần quan tâm.
Một vật tư có giá thấp chưa chắc mang lại chi phí thấp nhất.
Điều quan trọng là phải đánh giá:
- Tỷ lệ hao hụt
- Tuổi thọ vật tư
- Tỷ lệ tái chế
- Chất lượng thành phẩm
Đó mới là chi phí thực tế mà doanh nghiệp phải chi trả.
5. So sánh bi inox và bi thép trong đánh bóng về nguy cơ xước
Nhiều sản phẩm bị trả về không phải vì không sạch mà vì bề mặt xuất hiện những lỗi thẩm mỹ nhỏ. Trong đó, xước là nhóm lỗi gây tốn kém nhất vì thường phải xử lý lại toàn bộ bề mặt.
Vì sao bi thép dễ tạo xước hơn?
Độ cứng cao chính là ưu điểm nhưng cũng là hạn chế của bi thép.
Khi thông số phun không phù hợp hoặc kích thước hạt quá lớn, lực va đập có thể tạo ra các vết xước vi mô trên bề mặt.
Những vết xước này thường:
- Khó nhìn bằng mắt thường
- Chỉ xuất hiện dưới ánh sáng mạnh
- Lộ rõ sau các công đoạn hoàn thiện
Đây là rủi ro mà các doanh nghiệp sản xuất inox cần đặc biệt lưu ý.
Bi inox giúp giảm nguy cơ xước như thế nào?
Bi inox tạo ra tác động ổn định hơn trên bề mặt.
Nhờ đó:
- Hạn chế xước ngầm
- Giảm loang phản xạ
- Dễ kiểm soát chất lượng hơn
Đối với các sản phẩm có yêu cầu ngoại quan cao, đây là lợi thế rất đáng giá.
Những ngành đặc biệt nhạy cảm với lỗi xước
Nguy cơ xước thường ảnh hưởng mạnh đến:
- Inox trang trí
- Thiết bị bếp
- Thang máy inox
- Thiết bị y tế
- Linh kiện cao cấp
Chỉ một lỗi nhỏ cũng có thể khiến toàn bộ sản phẩm mất giá trị thương mại.
6. Nên chọn bi inox hay bi thép để tối ưu hiệu quả sản xuất?
Không có loại vật tư nào phù hợp cho mọi ứng dụng. Điều quan trọng là lựa chọn đúng theo mục tiêu sản xuất và yêu cầu bề mặt.
Khi nào nên chọn bi inox?
Bi inox phù hợp khi:
- Xử lý inox
- Yêu cầu độ bóng cao
- Cần độ sạch bề mặt tốt
- Hạn chế nhiễm sắt
- Ưu tiên tính thẩm mỹ
Khi nào nên chọn bi thép?
Bi thép phù hợp khi:
- Cần làm sạch nhanh
- Xử lý kết cấu thép
- Tạo nhám trước sơn
- Ưu tiên năng suất
- Tối ưu chi phí đầu tư ban đầu
Góc nhìn thực tế từ LEKAR Group
Thông số kỹ thuật chỉ là cơ sở tham khảo ban đầu. Hiệu quả thực tế còn phụ thuộc vào:
- Loại vật liệu
- Hình dạng sản phẩm
- Công suất máy
- Yêu cầu bề mặt sau xử lý
Vì vậy, thử nghiệm thực tế luôn là cách chính xác nhất để xác định vật tư phù hợp.
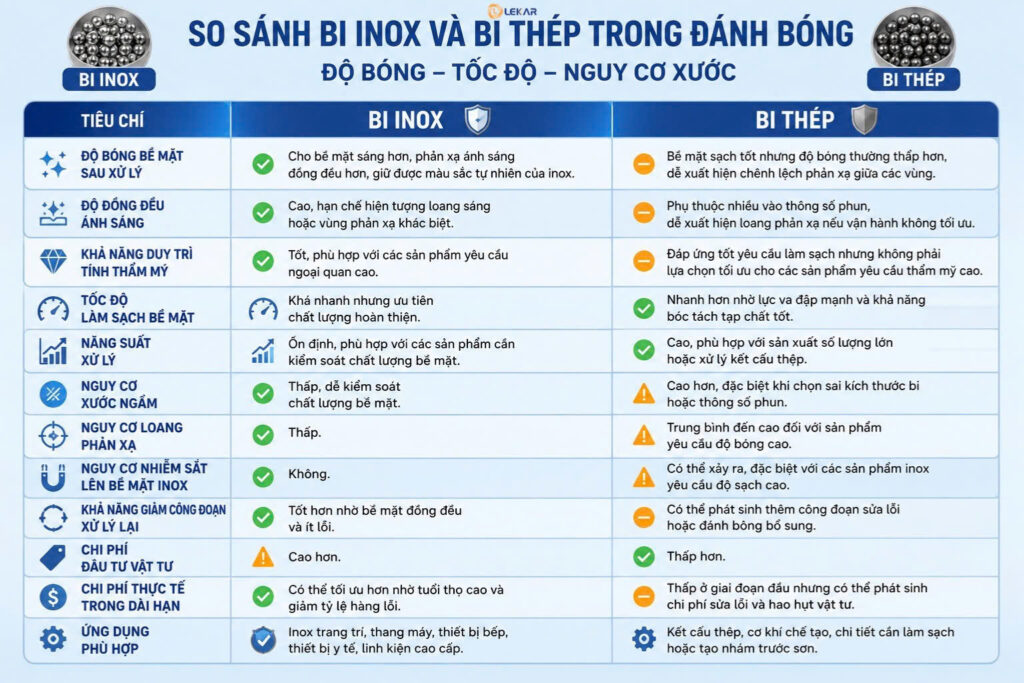
7. Bảng so sánh tổng quan về sự khác biệt giữa bi thép và bi inox
8. Dịch vụ hậu mãi từ LEKAR
LEKAR không chỉ cung cấp vật tư phun bi mà còn đồng hành cùng doanh nghiệp trong suốt quá trình vận hành nhằm tối ưu hiệu quả xử lý bề mặt và chi phí sản xuất.
- Test mẫu miễn phí 100% trước khi đầu tư.
- Tư vấn lựa chọn vật tư phù hợp với từng yêu cầu bề mặt.
- Hỗ trợ lắp đặt và chuyển giao quy trình vận hành.
- Bảo hành chính hãng theo tiêu chuẩn nhà sản xuất.
- Bảo dưỡng định kỳ trong thời gian bảo hành.
- Hỗ trợ kỹ thuật 24/7 trong quá trình sản xuất.
- Đào tạo đội ngũ vận hành nhằm đảm bảo hiệu quả sử dụng lâu dài.
Nhiều doanh nghiệp đầu tư lớn cho hệ thống phun bi nhưng vẫn gặp tình trạng bề mặt không đạt yêu cầu, phát sinh lỗi hoặc chi phí vận hành tăng cao. Nguyên nhân đôi khi không nằm ở máy móc mà đến từ việc lựa chọn sai vật tư.
Hiểu rõ so sánh bi inox và bi thép trong đánh bóng: độ bóng, tốc độ, nguy cơ xước sẽ giúp doanh nghiệp đưa ra lựa chọn phù hợp hơn với mục tiêu sản xuất, từ đó nâng cao chất lượng bề mặt, giảm tỷ lệ lỗi và tối ưu hiệu quả đầu tư lâu dài.
LEKAR | BỀ MẶT HOÀN HẢO – KIẾN TẠO THÀNH CÔNG
CÔNG TY CỔ PHẦN CÔNG NGHỆ ĐÁNH BÓNG KIM LOẠI LEKA – LEKAR GROUP
Trụ sở chính: Căn số 11, Đường Louis VII, KĐT Louis City, Phường Đại Mỗ, Hà Nội.
Chi nhánh MB – Cụm CN Lai Xá, Xã Hoài Đức, Hà Nội: 02437 646469.
Chi nhánh MN – KCN Nam Tân Uyên, Phường Tân Hiệp, TP Hồ Chí Minh: 02873 033386.
Zalo: CSKH LEKAR Group
Website: danhbongkimloai.com.vn